产品列表
固话一:0510-88888016 贺部长(贺怀喜)主管
固话二:0510-88888017 孙经理 业务经理
固话三:0510-83076068 贺庆镇 业务经理
固话四:0510-83076658 姜园园 业务经理
固话五:0510-83079993 高经理
固话六:0510-83079994 季经理
传真:0510-83079997 自动接收
手机: 189 0152 2222 总经理
手机:132 1875 9999 副总
手机:133 3878 6068 贺部长 ( 厂长)
手机:133 8220 6068 孙经理 (仓库)
手机: 133 7366 1878 高经理 (开单处)
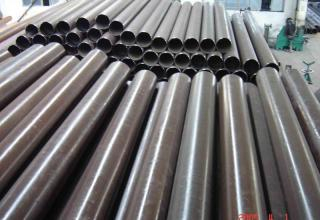
无锡冷拔无缝钢管焊接发黑的防止方法
来源:http://www.mqwfggc.com 发布时间:2021/9/16 9:44:31
无锡冷拔无缝钢管的焊接位置时常会发黑。有什么办法能够防止吗?原因是什么?
一.下边无锡冷拔无缝钢管生产厂家将深入分析导致这个情形的具体缘故:变压器厂家。
1.氩气维护保养不足,缘故是:蒸气身体的氧气含量和水份沒有取得有效的维护保养。解决方案:确保氩气品质。
2.电弧焊接前焊接未消除,不锈钢板焊接件粘有油渍等残余物,造成 电弧焊接变黑。解决方案:焊接前要当心拆卸焊接部位。
3.维修压缩空气管道路面损坏,其他蒸气体渗透到,造成 电弧焊接时汽体空气氧化。解决方案:查验有没有蒸气泄露,将悍机瓷嘴堵上,按着悍机供气电源总开关,(留意髙压触电事故)。稍候,查验是不是有压力。从改善后的压力表和氩气气瓶上的压力气柱上还可以观测到。
无锡冷拔无缝钢管
4.氩气供货不够。解决方案:观查气压传感器流量和压力气柱,当规范工作压力不足时拆换氩气瓶
5.从氩气流量的操纵.气路和停气机会.电弧焊接转换時间.焊接电流量的尺寸调节.钨针与焊接件的间距.钨针的挑选.焊接槽溫度.焊丝与焊接件的搭配等层面考虑到。,焊接工艺的调节和直流焊机的技术实力立即影响到焊接方式的水准。
二.按氩弧焊机焊接技术规范:
1.提早排风:焊接前先排风,随后对对焊件开展电弧焊接。为确保焊接部位的氩维护保养,防止氧化。
2.反方向气路:焊机关掉后,选择离开焊接件的焊接部位,再次供气,确保焊接件的焊接部位及周边部位不被高溫氧化
3.无锡冷拔无缝钢管悍机电源总开关实际操作:针对不锈钢板材,尤其是金属片,焊接时不能用大电流量长期性持续焊接。电流量过大.焊接速率过慢都是会造成 焊接变黑。
因而,焊接时要依据板厚挑选电流量,依据电流量挑选钨针,依据钨针挑选陶瓷喷嘴,依据陶瓷喷嘴挑选气路。焊接速率要快,技术性要准。
上一篇 : 影响无锡冷拔无缝钢管性能的各种因素
下一篇 : 无锡冷拔无缝钢管厂热处理工艺







NEWS 更多资讯更多
-
2024-01-22
·无锡冷拔钢管厂:卓越品质与技术创新的力量 -
2019-05-12
·16mnDG低温管多少钱一公斤 -
2023-12-22
·无锡冷拔无缝钢管:坚固耐用的建筑利器! -
2023-11-15
·无锡冷拔无缝钢管今日价格怎么走? -
2020-01-15
·去哪里买现货16mndg低温管? -
2023-09-16
·无锡冷拔无缝钢管用途分类 -
2023-09-16
·无锡冷拔无缝钢管厂规格齐全 -
2019-04-25
·16mnDG低温管厂家直销 -
2023-08-01
·无锡冷拔无缝钢管材质总结 -
2023-08-01
·无锡冷拔无缝钢管的拔制速度